






Peć za kovanje kovanog metala
Opis
Metalna peć za kovanje vrućim kovanjem s indukcijom za zagrijavanje bakrenih / aluminijskih / željeznih čeličnih gredica prije vrućeg oblikovanja
Indukcijsko grijanje je u širokoj upotrebi u metalnim vrećama za vruće kovanje industrije za zagrijavanje gredica koje se trebaju kovati u vrućoj industriji. U industriji čelika, vruće kovanje čelika se zagrijava na temperaturu oko 1000 oC-1250 oC prema sadržaju ugljika i legirajućim elementima. Postupak vrućeg kovanja zahtjeva visokotemperaturno zagrijavanje smjese jednoliko, kako duž poprečnog presjeka tako i poprečne strane gredice. Obično je početna temperatura trupca na sobnoj temperaturi i potrebno je zagrijati iznad temperature rekristalizacije za postupak vrućeg kovanja. Postoje različiti načini zagrijavanja metala u vrućem kovanju, uključujući indukcijsko grijanje, peć na plin, peć na ulje, infracrveni grijač i električni grijač otpora. Indukcijsko grijanje ima različite prednosti u odnosu na druge metode grijanja u vrućem kovanju. Prije svega, indukcijski sustavi grijanja vrlo brzo stvaraju visoki intenzitet topline na određenom dijelu metala. Osim toga, indukcijski sustavi grijanja su sustavi brzog pokretanja, budući da ti sustavi ne trebaju vrijeme predgrijavanja kao u grijanju peći. Također, vrijeme zagrijavanja je nekompatibilno kratko prema drugim metodama. U usporedbi s grijanjem na plin i naftu, lakše je kontrolirati i ponavljati isto grijanje za različito vrijeme. Automatizacija se može primijeniti na indukcijske sustave grijanja. To će zahtijevati minimalni prodajni prostor. Indukcijsko grijanje također je energetski učinkovitiji i ekološki prihvatljiviji. Neće biti štetnih emisija izgaranja u okoliš kao kod grijanja na plin i naftu. Štoviše, peći s plinom dobivaju lošu kvalitetu površine zbog stvaranja kamenca. Indukcijsko zagrijavanje osigurava značajno smanjenje stvaranja ljestvice i dekarburiranje na zagrijanu gredicu.
Opis proizvoda
Za zagrijavanje raznih šipkastih materijala: poput čelika i željeza, bronce, mesinga, legure aluminija itd.
Slika samo za referencu, boja je promjenjiva s različitom snagom.
Funkcije i posebne specifikacije prilagođene zahtjevima kupca.
Značajke i prednosti:
1.Automatic: Automatsko hranjenje, automatski odabir radnog predmeta je dobar ili loš, automatsko mjerenje temperature, automatsko pražnjenje.
2. Integrirani dizajn: Uštedite vrijeme instalacije, troškove i prostor.
3. Ugrađena upravljačka ploča prikazuje radna stanja stroja radi lakše dijagnoze.
| Značajke | Detalji | |
| 1 | Grijanje brzo i stabilno | ušteda 20% - 30% električne energije u odnosu na tradicionalni način;
Visoka učinkovitost i niska potrošnja energije |
| 2 | Male veličine | Jednostavan za ugradnju, rad i popravak |
| 3 | Siguran i pouzdan | Nema visokog napona, vrlo je siguran za vaše radnike. |
| 4 | Sustav hlađenja hlađenja | Može raditi neprekidno 24 sata |
| 5 | potpuna samozaštita funkcija |
mnoge vrste alarmnih svjetiljki: prekomjerna struja, prenapon, vrućina, nedostatak vode itd. Ove svjetiljke mogu kontrolirati i zaštititi stroj. |
| 6 | Zaštita okoliša | Gotovo bez oksidnog sloja, nema ispušnih plinova, nema otpadne vode |
| 7 | Tip IGBT | Izbjegavajte prekid nepovezane električne mreže; Osigurajte dugotrajnost stroja. |
Parametar kovanice peći za vruće kovanje:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Ulazni napon | 3faze, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Maksimalna ulazna struja | 320 | 400 | 480 | 640 | 800 | 960 | |
| Frekvencija osciliranja | 0.5KHz ^ 20KHz (frekvencija osciliranja bit će prilagođena veličini dijelova za grijanje) | ||||||
| Učitavanje radnog ciklusa | 100%, 24h neprestano radi | ||||||
| Hlađenje vode želje | 0.1MPa | ||||||
| Dimenzija | Nalog Domaćina, | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Nastavak | proširenje će biti prilagođeno materijalu i veličini dijelova za grijanje | ||||||
| Težina | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Ovisi o dimenziji proširenja | |||||||
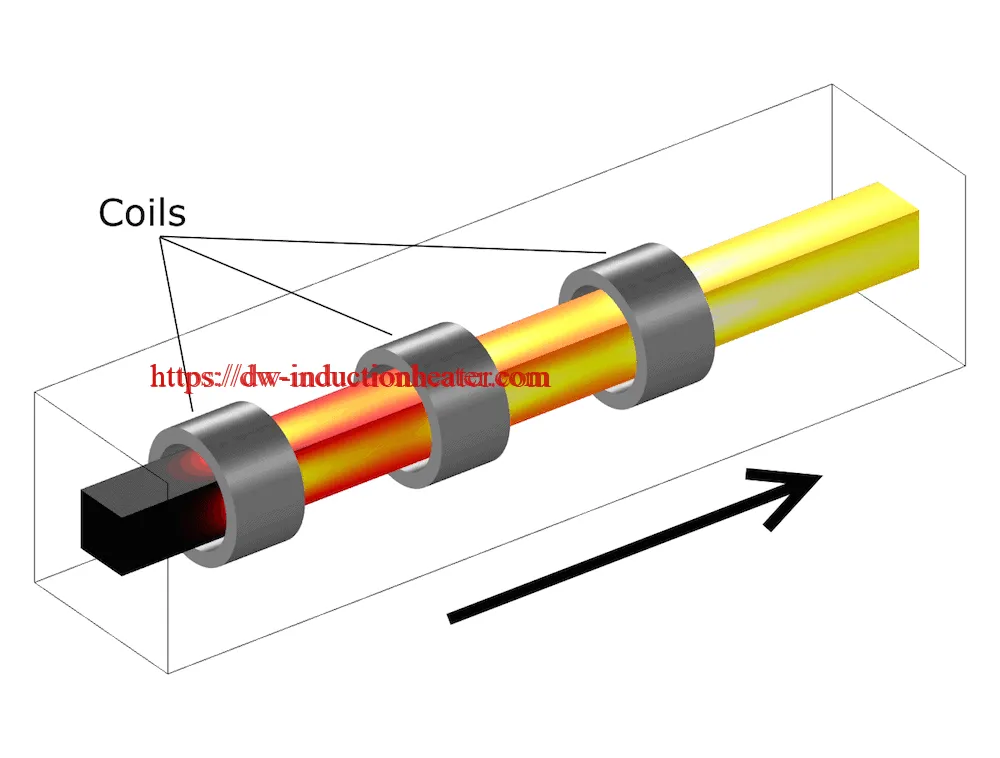
U indukcijskim metalnim pećima za kovanje vruće kovanje se cijela gredica ili grlo zagrijava. Obično se za kratke poluge ili puževe lijevak ili posuda koriste za automatsko predstavljanje gredica u skladu s potisnim valjcima, traktorskim jedinicama s pogonom na lanac ili u nekim slučajevima pneumatskim potiskivačima. Zatim se poluge prenose kroz zavojnicu jedna iza druge na vodeno hlađenim tračnicama ili se keramičke obloge koriste kroz provrt zavojnice, što smanjuje trenje i sprječava trošenje. Duljina zavojnice je funkcija zahtijevanog vremena upijanja, vremena ciklusa po komponenti i dužine trupa. Kod velikog volumena velikog poprečnog presjeka nije neobično imati 4 ili 5 zavojnice u serijama koje daju 5 m (16 ft) svitka ili više.







