Indukcijsko toplinsko kolo za opružnu žicu i najlonski prah
Toplinsko ulaganje uključuje korištenje indukcijsko grijanje u procesima gdje plastika mijenja stanje iz čvrstog u tekuće. Jedna uobičajena upotreba za ovu primjenu je prešanje metalnog dijela u plastični dio. Metal se indukcijom zagrijava na temperaturu veću od temperature plastičnog reflowa. U nekim slučajevima metal se može utisnuti u plastiku prije zagrijavanja; ili se metal može zagrijati prije nego što se utisne u plastiku, uzrokujući ponovno tečenje plastike dok se dio utiskuje (također poznato kao plastično ponovno utiskivanje). Indukcijsko grijanje se također može koristiti u strojevima za brizganje plastike. Indukcijsko grijanje poboljšava energetsku učinkovitost za procese ubrizgavanja i ekstruzije. Toplina se izravno stvara u cijevi stroja, smanjujući vrijeme zagrijavanja i potrošnju energije.
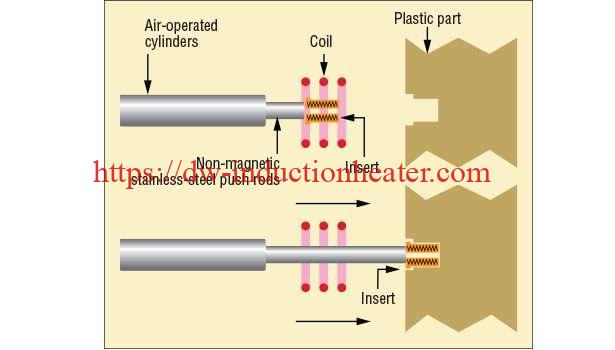 Umetanje metala u plastiku uključuje zagrijavanje metalnog umetka s navojem na temperaturu iznad plastične točke povrata i utiskivanje u plastični dio. Proces zahtijeva brzo, precizno, ponovljivo zagrijavanje. Omekšavanje unutarnjih niti rezultat je dugih procesa zagrijavanja.
Umetanje metala u plastiku uključuje zagrijavanje metalnog umetka s navojem na temperaturu iznad plastične točke povrata i utiskivanje u plastični dio. Proces zahtijeva brzo, precizno, ponovljivo zagrijavanje. Omekšavanje unutarnjih niti rezultat je dugih procesa zagrijavanja.
Indukcijsko grijanje pruža preciznu kontrolu topline kako bi se osigurao dosljedan rezultat s visokokvalitetnim rezultatima. Oprema se može programirati za određenu razinu snage i vrijeme grijanja, uklanjajući varijabilnost operatera i poboljšavajući ponovljivost procesa.
 Cilj: Za zagrijavanje krajeva opružne žice od 0.072″, razmaknute 1/2″, jednoliko za nanošenje najlonskog praha na 1″ duljinu kraja. Kad se zagrije na 7000F, najlonski prah se spaja sa žicom stvarajući zaštitni premaz. Donje žice su u prošlosti probijale nosivu odjeću i grebale nositelja. Dodavanjem zaštitnog najlonskog premaza na krajevima žičane forme izbjegava se ova neugodna situacija.
Cilj: Za zagrijavanje krajeva opružne žice od 0.072″, razmaknute 1/2″, jednoliko za nanošenje najlonskog praha na 1″ duljinu kraja. Kad se zagrije na 7000F, najlonski prah se spaja sa žicom stvarajući zaštitni premaz. Donje žice su u prošlosti probijale nosivu odjeću i grebale nositelja. Dodavanjem zaštitnog najlonskog premaza na krajevima žičane forme izbjegava se ova neugodna situacija.
Materijal: Opružna žica i najlonski prah
Temperatura: 370 ℃
Primjena: Korištenje električnih romobila ističe DW-UHF-6KW-III izlazno čvrsto stanje Indukcijsko grijanje zajedno s jedinstvenim pet (5) zavoja korištena je izdužena spiralna zavojnica za postizanje sljedećih rezultata:
- 370 ℃ postignut je s dvanaest (12) sekundi strojnog ciklusa.
- Ujednačeni premaz je nastao kao rezultat ravnomjernog zagrijavanja zahvaljujući jedinstvenom pet (5) zavojnom izduženom spiralnom svitku.
- Dvanaest (12) uzoraka žice zagrijavano je istovremeno u jedinstvenom radnom svitku.
Oprema: DW-UHF-6KW-III izlazno indukcijsko napajanje u čvrstom stanju, uključujući jednu (1) udaljenu toplinsku stanicu koja sadrži dva (2) kondenzatora ukupne vrijednosti 0.66 µF, i jedinstvenu izduženu spiralnu zavojnicu od pet (5) zavoja širine 2 1/2″, 8 1/ Dugačak 2 inča i visok 2 3/4 inča s donja dva zavoja na krajevima pod kutom prema dolje.
Frekvencija: 258 kHz
